Poslednja faza ovog zadatka se sastoji u 3d štampanju spojeva i proveri njihove izvodljivosti i eventualno uočavanje problema koji nisu predviđeni za vreme modelovanja.
Priprema za 3d štampanje je urađeno u softveru Cura, a samo štampanje je vršeno na štampaču Ultimaker 2+.
Priprema za štampu
Nakon bake-ovanja spoja u grasshopper-u, model je potrebno eksportovati u .stl formatu sa default podešavanjima.
U softveru Cura nisu potrebna veća podešavanja, kojih inače ima puno. Izabran je high quality, dense preset.
Napomena: potrebno je voditi računa o jedinicama dužine. Cura radi u milimetrima, pa je možda potrebno skalirati model nakon ubacivanja modela.
Cura daje prikaz svih slojeva koji će se štampati. Crvenom bojom je obeležen model, a plavom potkonstrukcija koja mora biti skinuta nakon štampanja. U donjem desnom uglu, softver daje približno vreme koje je potrebno za štampu (koje nije najpreciznije) kao i potrebnu količinu materijala.

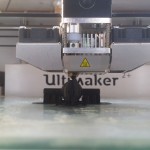
Izgled štampača
Na desnoj strani se nalazi PLA plastika na koturu, koja prolazi kroz grejač gde se topi, a zatim se nanosi na ploču. Ploča se greje i održava konstantnu toplotu modela kako bi se svi slojevi dobro spojili.

Proces štampanja:


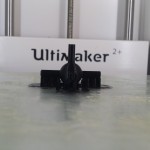


Nakon štampanja, nastaju problemi sa skidanjem potkonstrukcije. Dolazi do oštećenja modela, a posebno je teško izvući potkonstrukciju iz šupljih cilindara.
Ideja sa šupljim cilindrima je izgledala dobro u softveru, ali nakon izvođenja se pokazala kao ne baš sjajna. Zato je grasshopper definicija malo izmenjena, pa smo pokušali sa štamapnjem spoja sa udubljenjima, na mestima cilindara, u koja bi ulazili linijski elementi. Priprema za štampu je ista kao za prvu verziju spoja.

Za ovaj model je vreme štampanja kraće, a potrošnja materijala manja. Ipak, nakon štampanja i ovog spoja, problemi su manje više isti, skidanje potkonstrukcije koje oštećuje model.
Još jedan problem koji se javlja kod obe verzije je broj spoja koji, ako se nalazi sa donje strane, nije vidljiv zbog samog našina štampanja – od dole ka gore. Moguće rešenje je postavljanje broja na vrh spoja, ili što je bliže moguće vrhu. Za ovakav štampač su najpogodniji modeli bez šupljina.
Problema ne bi bilo u slučaju štampanja na 3d štampaču koji za potkonstrukciju koristi prah.
Nakon ovih proba smo došli do zaključka da je problem možda moguće rešiti ponovnom promenom definicije, gde bismo cilindre zamenili zarubljenim konusima i izbegli problem sa vađenjem potkonstrukcije.
Taj pristup će možda biti uskoro isproban.